Resultados
Con el objetivo general de AEROSURF de aumentar el rendimiento energético en vuelo y reducir los efectos contaminantes de un avión, se ha llevado a cabo el desarrollo, caracterización y validación de nuevos recubrimientos de baja adhesión frente a la contaminación superficial.
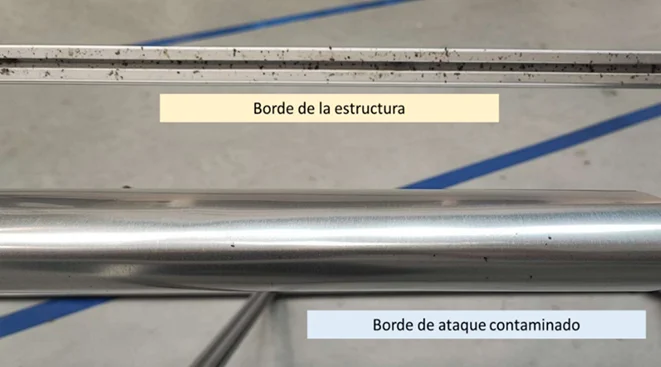
La zona crítica de estudio es el borde de ataque ya que es especialmente vulnerable a estos problemas.
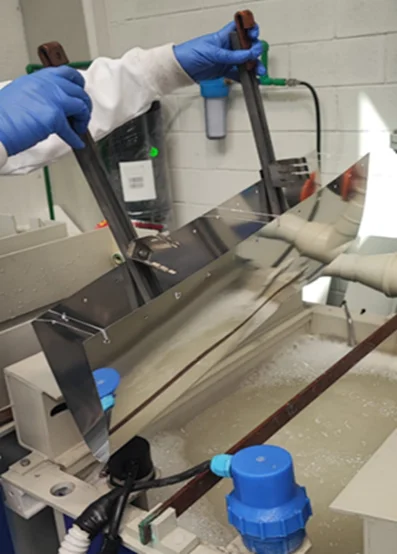
El borde de ataque suele estar fabricado en aluminio. En el sector aeronáutico, la aleación AA7075-T6 es ampliamente utilizada como sustrato en controles de procesos, por lo que el proyecto AEROSURF la ha seleccionado en su versión CLAD como material de referencia.
Para mejorar su resistencia a la corrosión, se emplea el anodizado como técnica de protección superficial, destacando por su sencillez y eficacia. En concreto, se ha optado por el anodizado TSA, utilizando un electrolito conductor y sellando las muestras con agua hirviendo cuando sea necesario.
Algunos aviones regionales como el ATR-72, el más comercializado del mundo, utilizan material tipo caucho en sus bordes de ataque como sistema de deshielo, ya que este material puede inflarse al acumularse hielo, rompiendo las capas formadas sobre su superficie.
Se han creado y evaluado dos familias de recubrimientos:
Tipo C: Recubrimientos desarrollados desde cero, con cadenas poliméricas flexibles o entrecruzadas, que se anclan químicamente a la superficie. Esto permite que las gotas se deslicen fácilmente y reduce la adhesión de residuos. Se trata de pinturas transparentes con poco espesor. Incluyen: C1, C2, C3, C4. También se ha desarrollado un recubrimiento específico para los sustratos de caucho: C*.
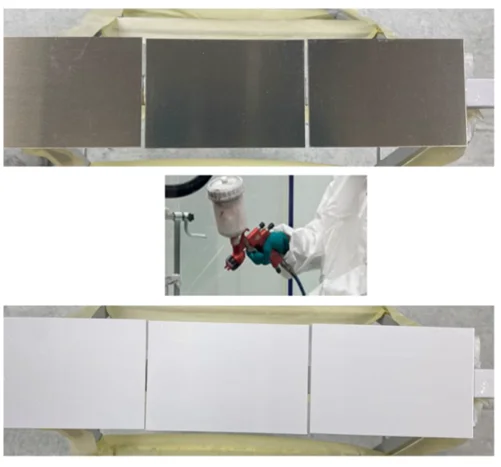
Tipo P: Recubrimientos obtenidos mediante la modificación de una pintura comercial, para mejorar sus propiedades de baja adhesión y resistencia a la contaminación. Son de color blanco y presentan mayor espesor que las de tipo C. Incluyen: P1, P2, P3, P4.
Para evaluar el rendimiento de los recubrimientos, se han llevado a cabo múltiples ensayos, tanto convencionales como desarrollados específicamente para este proyecto:
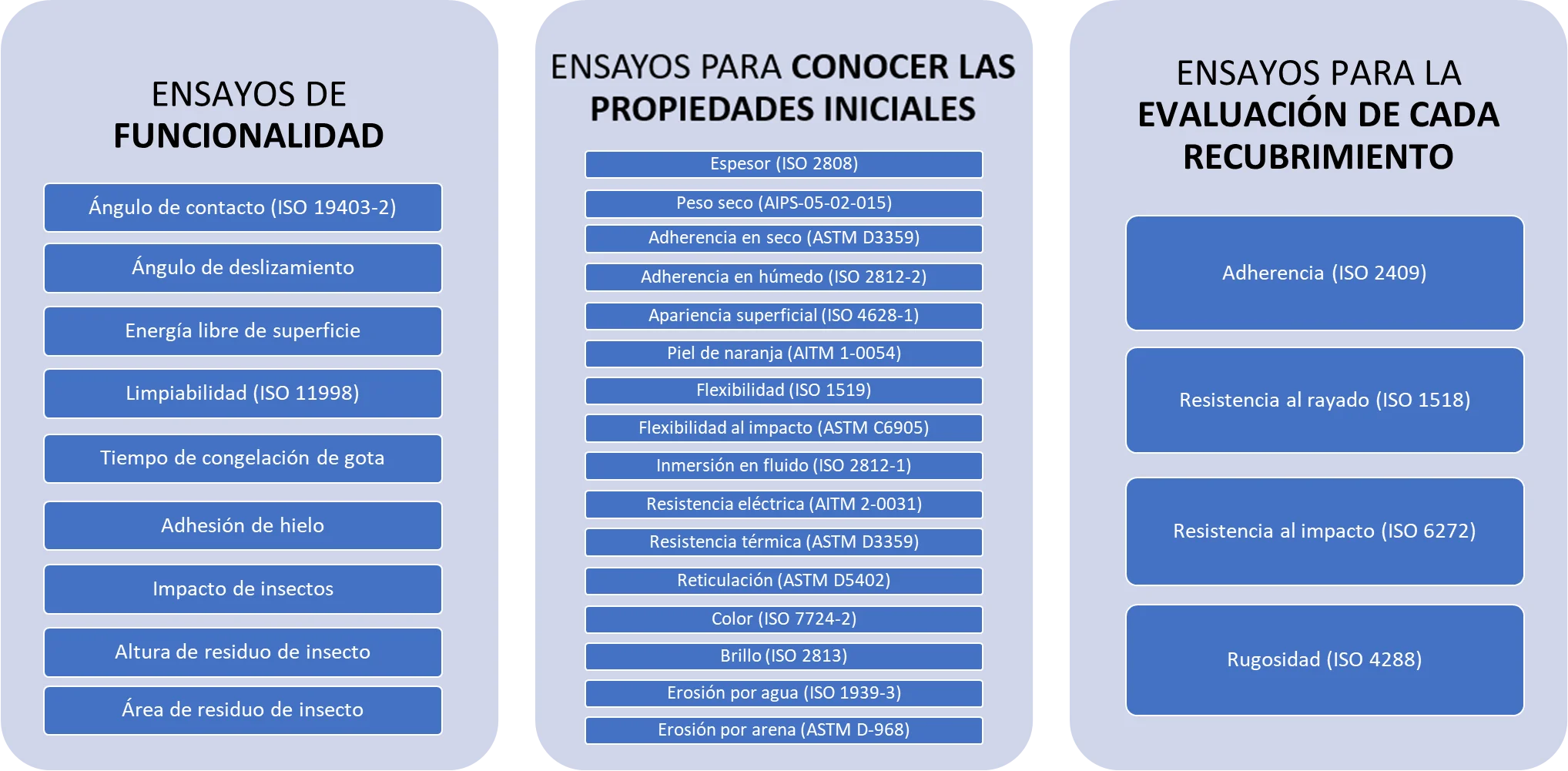
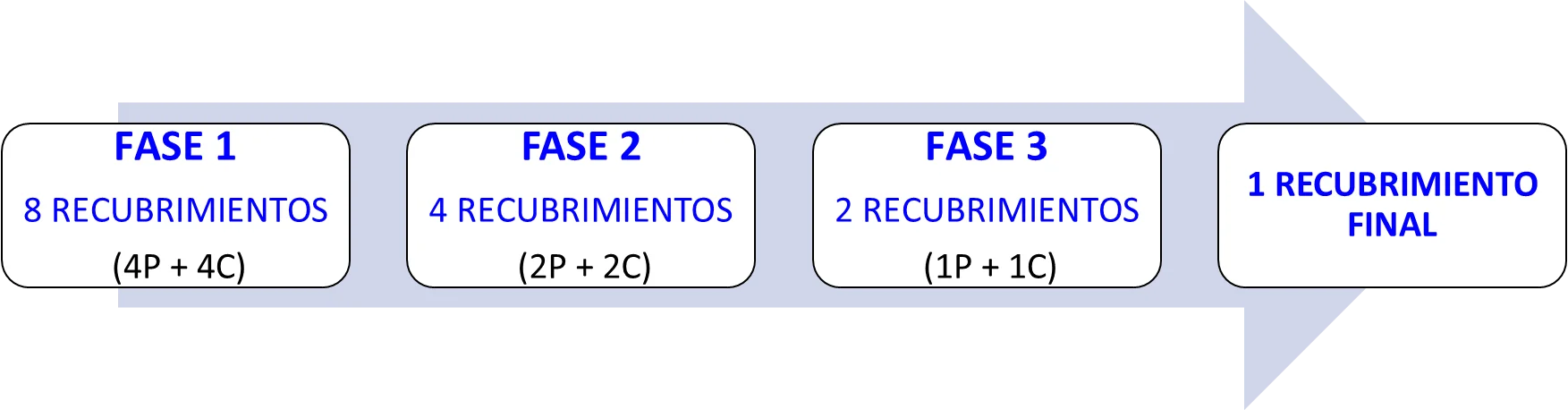
El proceso de selección del recubrimiento más adecuado se estructuró en tres fases:
FASE 1: Se realizaron ensayos comparativos sobre los 8 recubrimientos de estudio: 4 de tipo C (C1, C2, C3 y C4) y 4 de tipo P (P1, P2, P3 y P4). A partir de los resultados obtenidos, se seleccionaron los 4 más prometedores, dos de cada tipo, para la siguiente fase.
FASE 2: Se realizaron nuevos ensayos con el fin de evaluar en mayor profundidad las propiedades de los 4 recubrimientos escogidos. A partir del estudio de los resultados obtenidos, se identificaron los dos recubrimientos con mejor comportamiento, que fueron seleccionados para continuar en la siguiente fase.
FASE 3: Se seleccionaron los 2 mejores recubrimientos y se aplicaron en el borde de ataque de demostradores alares de pequeño tamaño. La mitad de ellos fueron contaminados con insectos para evaluar su rendimiento en condiciones adversas. Posteriormente, se ensayaron en túnel de viento para obtener datos de flujo y fuerza, permitiendo identificar el recubrimiento con mejor comportamiento global.
· Ensayo de impacto de insectos. Se ha puesto a punto una estructura que permite albergar al menos 22 probetas sobre el vehículo eléctrico utilizado. Este ensayo consiste en alcanzar 120 km/h durante un recorrido de unas 3 horas con la finalidad de conseguir contaminación por impacto de insectos en condiciones reales.


Los resultados mostraron que los recubrimientos de tipo P presentaron una mayor área cubierta por residuos de insectos en comparación con los recubrimientos tipo C.
· Mediante el ensayo de funcionalidad anticontaminación de los recubrimientos se evaluó la capacidad de estos para reducir la contaminación superficial provocada por impactos de insectos a alta velocidad.
Para su análisis, se utilizó perfilometría óptica confocal, que permite reconstruir en 3D la topografía de la superficie sin contacto, y microscopía óptica para obtener imágenes de los impactos. Así, se midió la altura de los residuos de forma individual. El área contaminada se calculó a partir de fotografías tratadas digitalmente como imágenes binarias, obteniendo el porcentaje de superficie afectada.
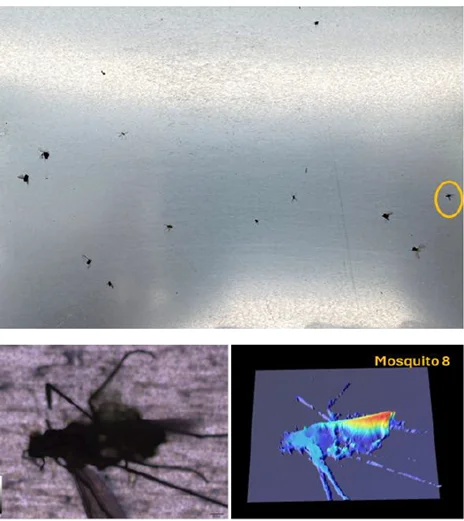
MICROSCOPÍA ÓPTICA
MICROSCOPÍA CONFOCAL
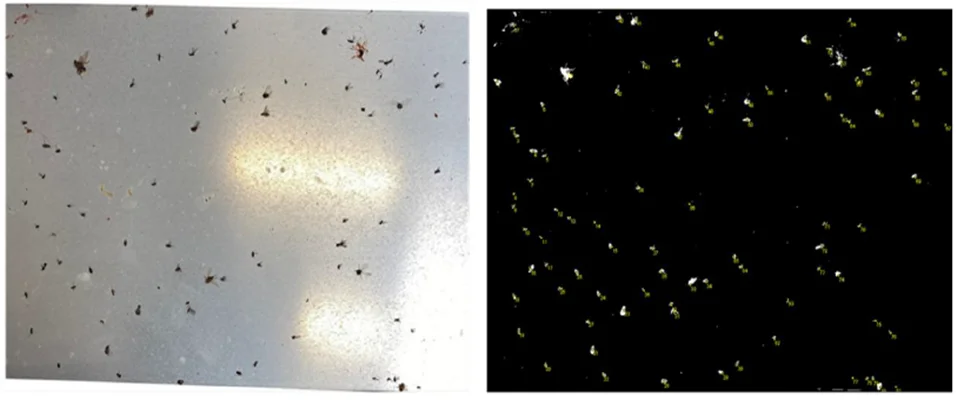
FOTOGRAFÍA
IMAGEN PROCESADA
· Ensayos de erosión por arena y erosión por agua. Se diseñaron y construyeron desde cero dos equipos específicos para los ensayos de erosión por agua y por arena, siguiendo los requisitos de las normas.


Para llevar a cabo el ensayo de erosión por arena se desarrolló una estructura con un cono y un tubo metálico por donde esta caía sobre las probetas, colocadas a 45° sobre una base de metacrilato.
Se compararon los espesores antes y después del ensayo. El recubrimiento C1 destacó por su estabilidad, manteniendo su espesor, mientras que otros C se degradaron completamente. Los recubrimientos P, a pesar de su grosor, sufrieron pérdidas de hasta 3 µm con desgaste irregular.
El ensayo de erosión por agua se ha llevado a cabo con un disco que alojaba hasta ocho probetas rotando a 7,8 rpm. Un chorro de agua de 1 mm de diámetro impacta de forma fija sobre las superficies expuestas. Todo el sistema se integra en un circuito cerrado de recirculación de agua, compuesto por dos cajas de contención, una bomba extractora y una hidrolimpiadora con boquilla adaptada. Se controló el tiempo de exposición y se realizaron mediciones periódicas del espesor de los recubrimientos para evaluar la degradación.
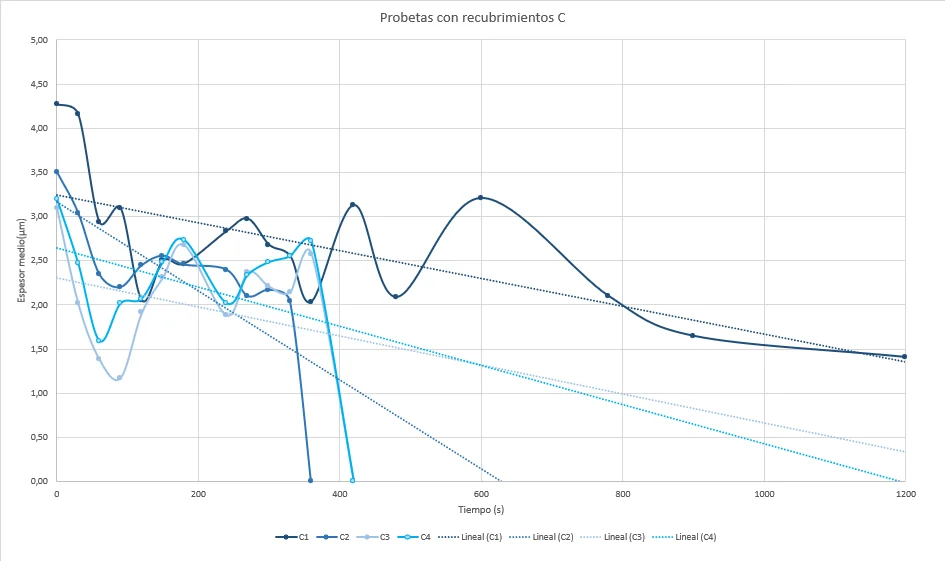
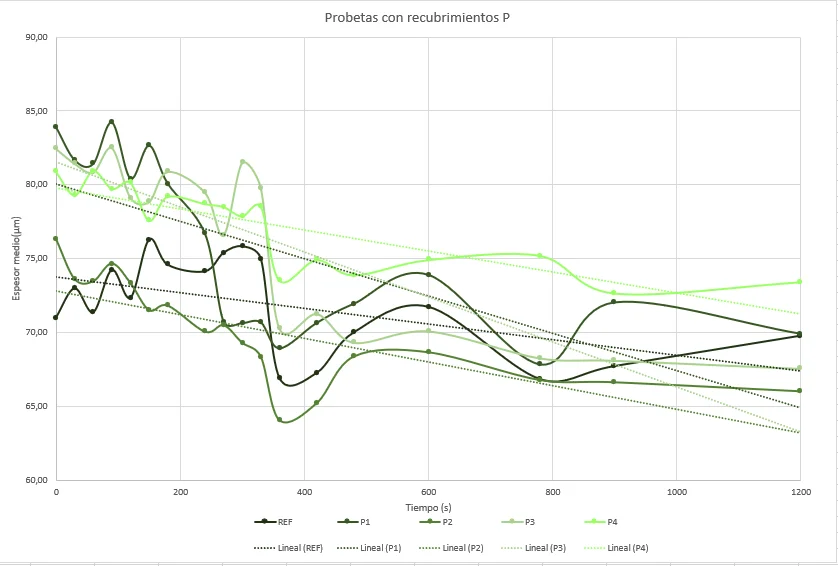
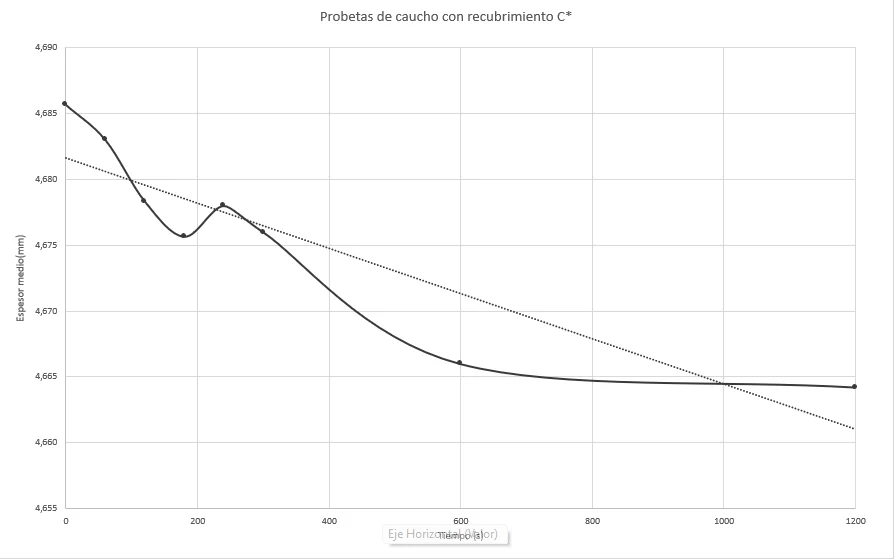
Los recubrimientos tipo C mostraron mayor resistencia ya que apenas presentaron pérdida de espesor, mientras que los de tipo P perdieron hasta 20 µm.
· En el ensayo de ángulo de contacto a temperatura ambiente, los resultados obtenidos fueron que la probeta recubierta con C1 fue la que presentó un mayor carácter hidrofóbico, es decir, la que menos carácter de adhesión tanto del hielo como de los insectos presentaría.

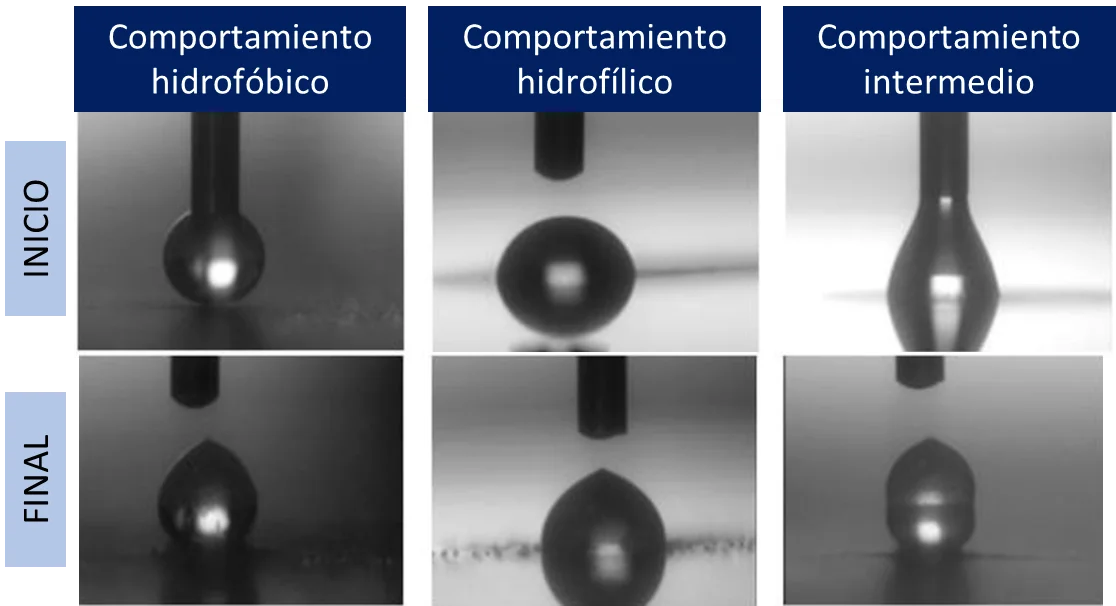
· En el ensayo de congelación de gota se evaluó el tiempo que tardó la gota en congelarse, así como su morfología al inicio y al final del proceso. Según esa forma, se puede considerar si el recubrimiento de estudio es más hidrofóbico, hidrofílico o tiene un comportamiento intermedio.
· Para llevar a cabo el ensayo de adhesión de hielo fue necesario el diseño y puesta a punto de una máquina centrífuga. Esta presenta unas dimensiones de 130 × 130 × 150 cm e incorpora un panel de control lateral. Está diseñado para alcanzar una velocidad máxima de rotación de 6000 rpm, y cuenta con un brazo rotatorio de 29 cm en el que se fijan las probetas mediante dos tornillos, junto con un contrapeso simétrico para equilibrar el sistema.
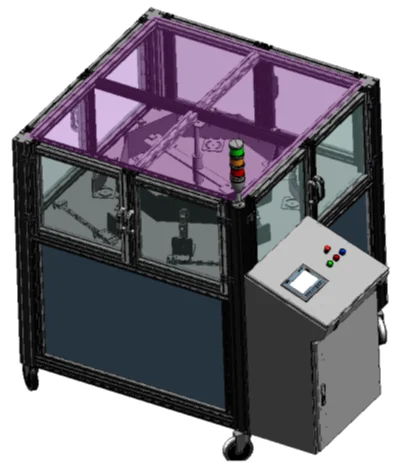


Se prepararon las probetas con una capa de hielo uniforme de 30 × 30 mm y una masa aproximada de 3 g, situada en el extremo opuesto a la fijación mecánica. Para garantizar condiciones estables durante el ensayo, todo el proceso se ha realizado en el interior de una cámara climática a -7ºC.
Durante el ensayo, el sistema gira de forma progresiva hasta alcanzar la velocidad necesaria para provocar el desprendimiento del hielo. El impacto del hielo es detectado por sensores colocados alrededor, y en ese momento, el equipo registra la velocidad exacta a la que se produce el desprendimiento, deteniendo automáticamente la rotación.
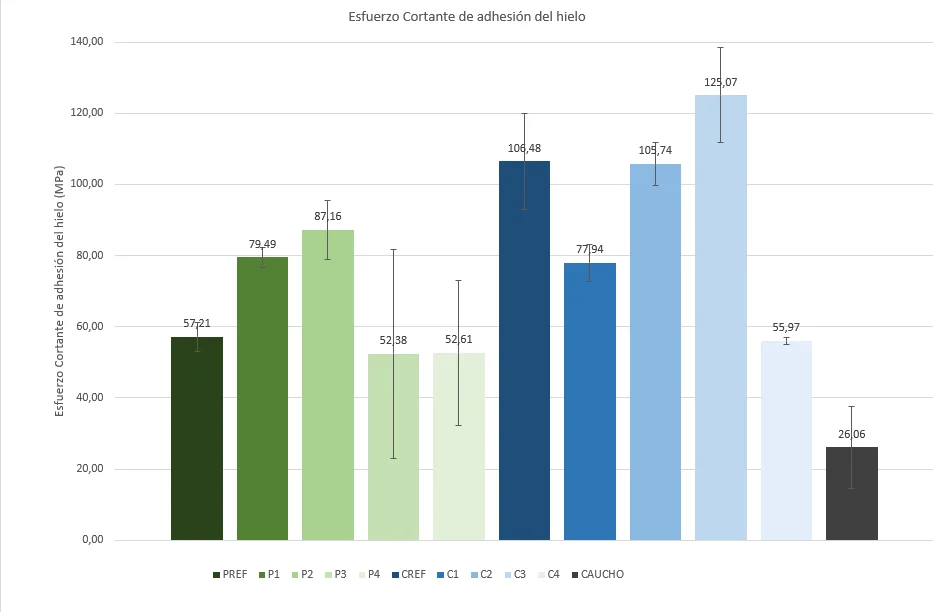
Los resultados mostraron que los recubrimientos de tipo P ofrecieron menor esfuerzo cortante, pero con alta dispersión. En cambio, los de tipo C fueron más consistentes. Destacaron especialmente C1 y C4 por su bajo esfuerzo cortante y buena repetibilidad.
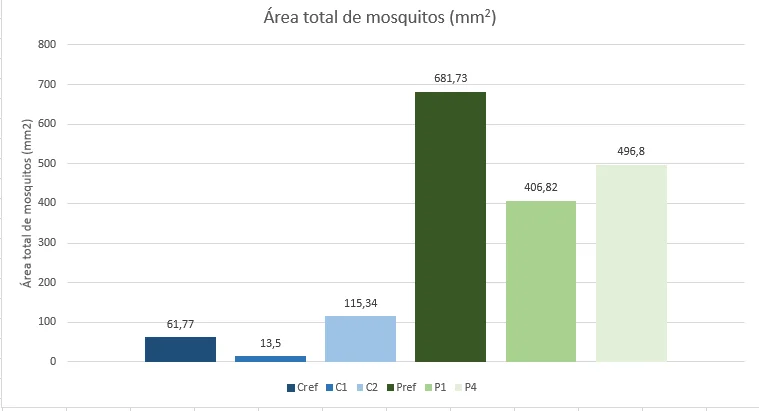
Tras realizar los ensayos de evaluación de cada recubrimiento, además de los de impactos de insecto y el de ángulo de gota en todos los recubrimientos, se eligieron como más favorables C1, C2, P1 y P4, descartándose así los recubrimientos C3, C4, P2 y P3.
Esos 4 recubrimientos fueron contaminados con impacto de insectos en un recorrido mayor que en la fase anterior. Luego, se llevó a cabo su inspección para conocer el % de área total de los insectos y la altura de estos en cada probeta. De nuevo, los recubrimientos P presentaron mayor área de mosquitos que los recubrimientos tipo C y entre estos últimos destacó el C1 cuya reducción de área total contaminada con mosquitos fue de un 78% respecto a su referencia.
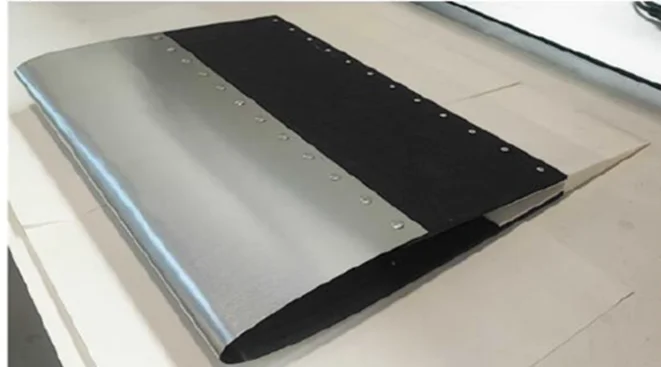
Finalmente, se fabricaron demostradores alares a menor escala de fibra de carbono con borde de ataque de aluminio recubiertos con
C1, P1 y la pintura comercial de referencia (P_REF). De este modo, quedaron descartados los recubrimientos C2 y P4 por presentar peores características frente a la adhesión de insectos. De cada uno, se fabricaron 2, un espécimen se ensayó tal cual y el otro se contaminó con impacto de insectos. Estos 6 demostradores alares fueron ensayados en túnel de viento.
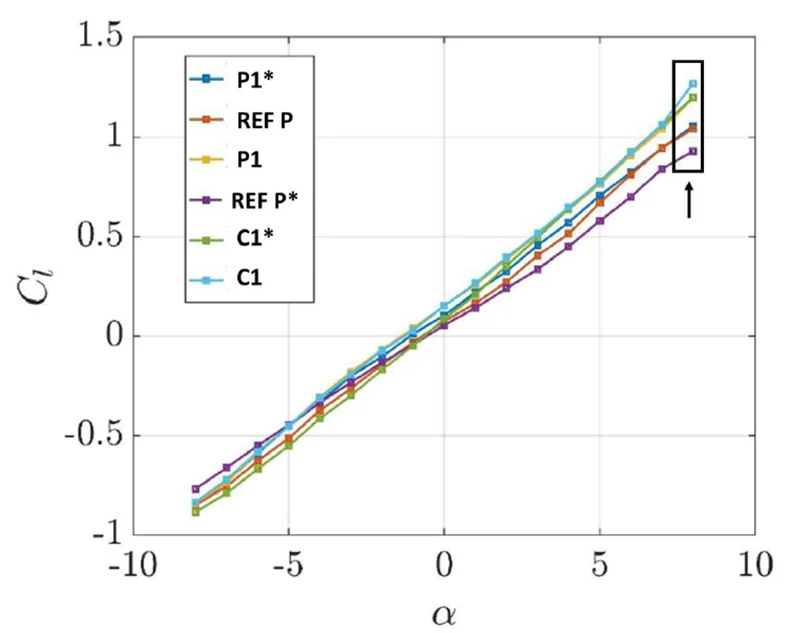
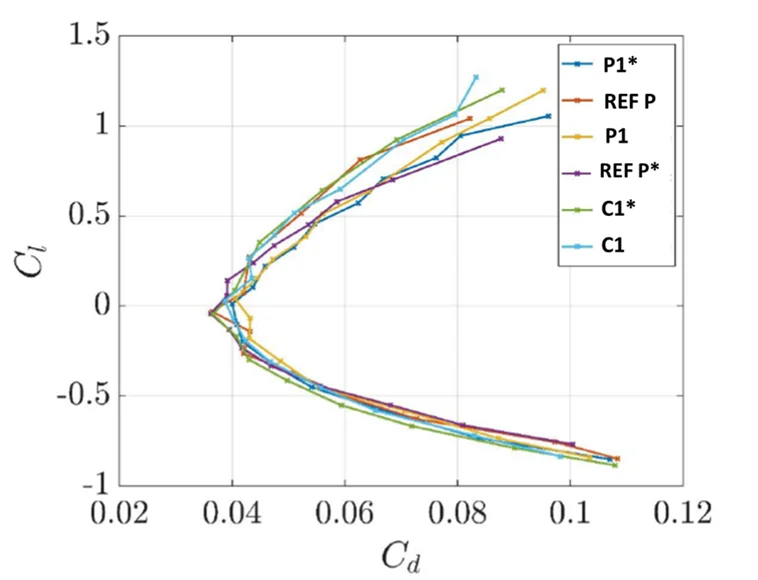
Los demostradores con recubrimientos C1 y P1 mostraron un buen rendimiento, destacando C1 por ofrecer una mayor sustentación (CI). Sin contaminar, C1 superó a P1 en más de un 6 %, y con contaminación de insectos, la ventaja de C1* frente a P1* fue cercana al 10 %, confirmando su mejor desempeño incluso en condiciones adversas.
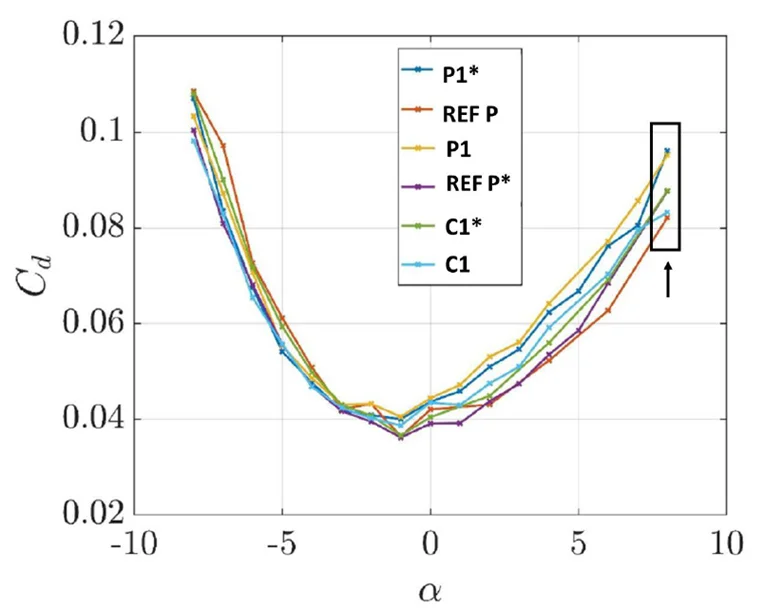
Los demostradores con recubrimiento C1, tanto limpios como contaminados, presentaron los valores más bajos de coeficiente de arrastre (Cd), indicando mejor eficiencia aerodinámica. En cambio, los recubiertos con P1 mostraron mayor resistencia. C1 mejoró más de un 8 % frente a P1 sin contaminar y más del 4 % en condiciones de contaminación con impacto de insecto.
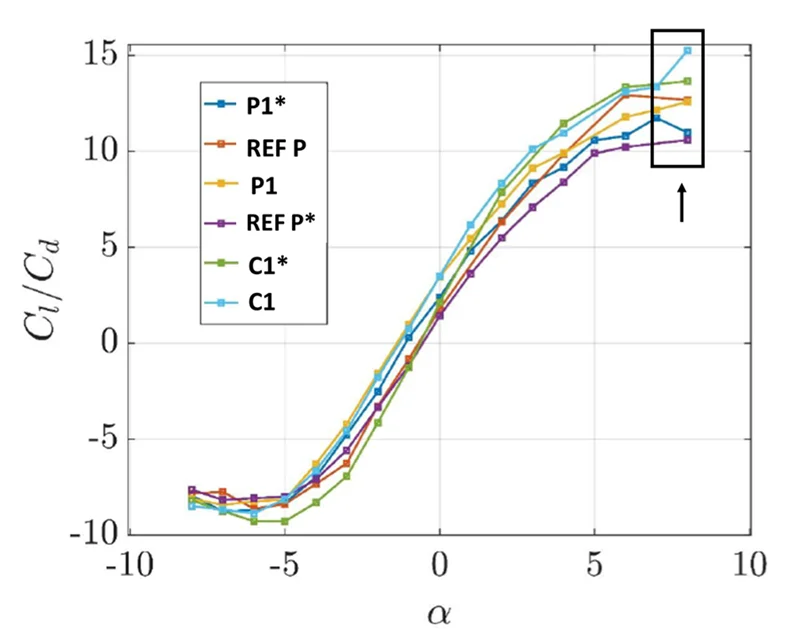
La eficiencia aerodinámica (Cl/Cd) fue mayor en los demostradores recubiertos con C1, tanto limpios como contaminados, especialmente a ángulos de ataque positivos. En segundo lugar se situó P1 sin contaminar, mientras que el resto mostró un rendimiento claramente inferior.
La representación Cl vs. Cd mostró que los demostradores recubiertos con C1, tanto limpios como contaminados, ofrecieron el mejor rendimiento aerodinámico en la zona de Cl > 0, que es la más relevante en condiciones reales de vuelo. En este tipo de representación, las curvas más cercanas a la esquina superior izquierda de la gráfica corresponden a las alas con un mejor desempeño aerodinámico, ya que combinan una alta sustentación con un bajo arrastre.
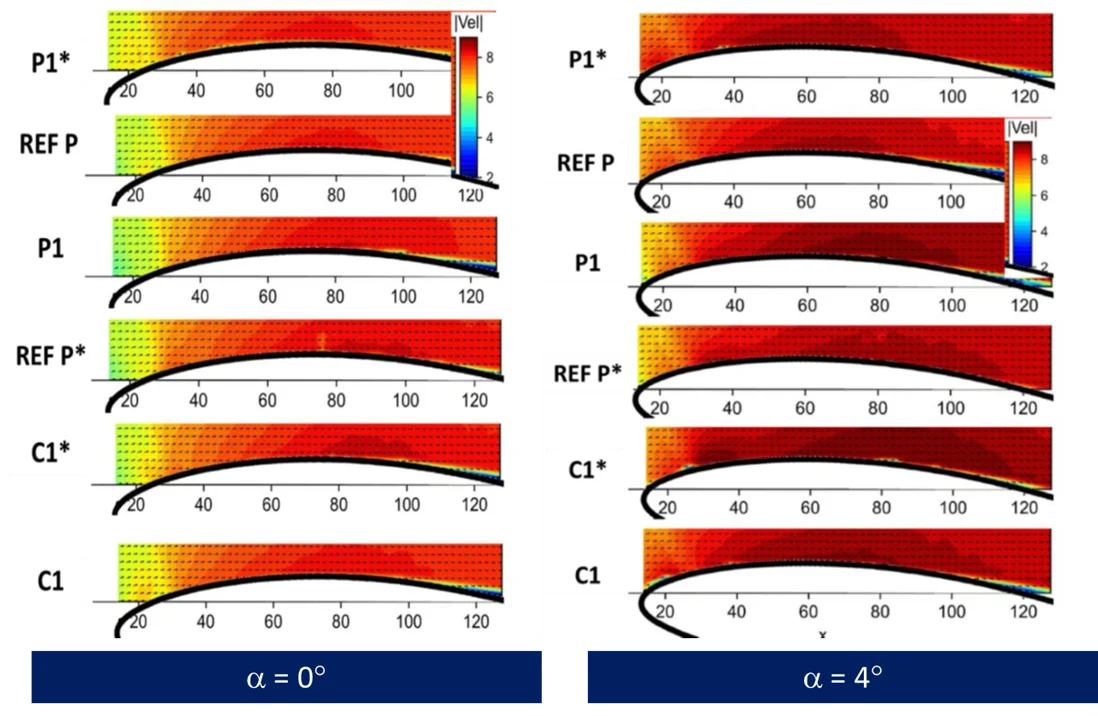
Se realizaron mediciones de visualización de flujo en los 6 demostradores a ángulos de ataque de 0° y 4°, obteniendo 200 pares de imágenes por caso. Las zonas rojas indican flujo rápido y eficiente, mientras que las regiones verdes o azules cerca del borde de ataque sugieren posibles pérdidas aerodinámicas.
El recubrimiento C1 fue el seleccionado para el demostrador final, ya que superó en rendimiento aerodinámico al P1, incluso en condiciones contaminadas con insectos.
Se procedió entonces con la fabricación del demostrador final con geometría alar, de 600 mm de ancho. Este está compuesto por tres piezas diferentes unidas entre sí: un borde de ataque anodizado, que se remacha a paneles de fibra de carbono de mayor espesor, junto con una pieza de soporte fabricada en material plástico que permitiera su ensamblaje, también mediante remaches. La parte que realmente inspecciona es el borde de aluminio con el recubrimiento C1, que fue contaminada previamente con impacto de insectos.
El demostrador final fue inspeccionado con un sistema NDT diseñado para evaluar el grado de ensuciamiento por impactos de insectos. Este sistema consta de dos partes principales: una cámara 2D con iluminación para visión artificial y un perfilómetro láser para medir alturas.
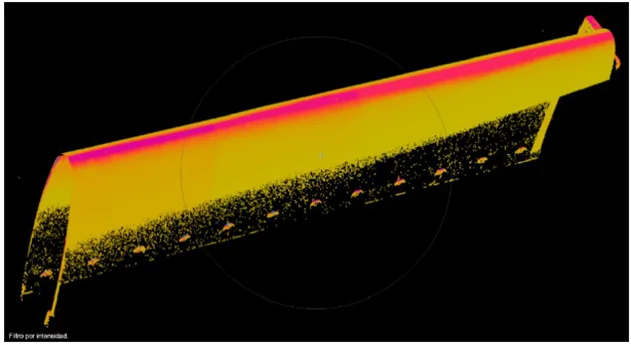
Se optó por escanear solo en las zonas donde ya se había detectado impacto, aumentando la densidad de puntos para obtener datos precisos. Con este método, se localizaron tres impactos en el demostrador, midiendo tanto el área como la altura de cada uno.
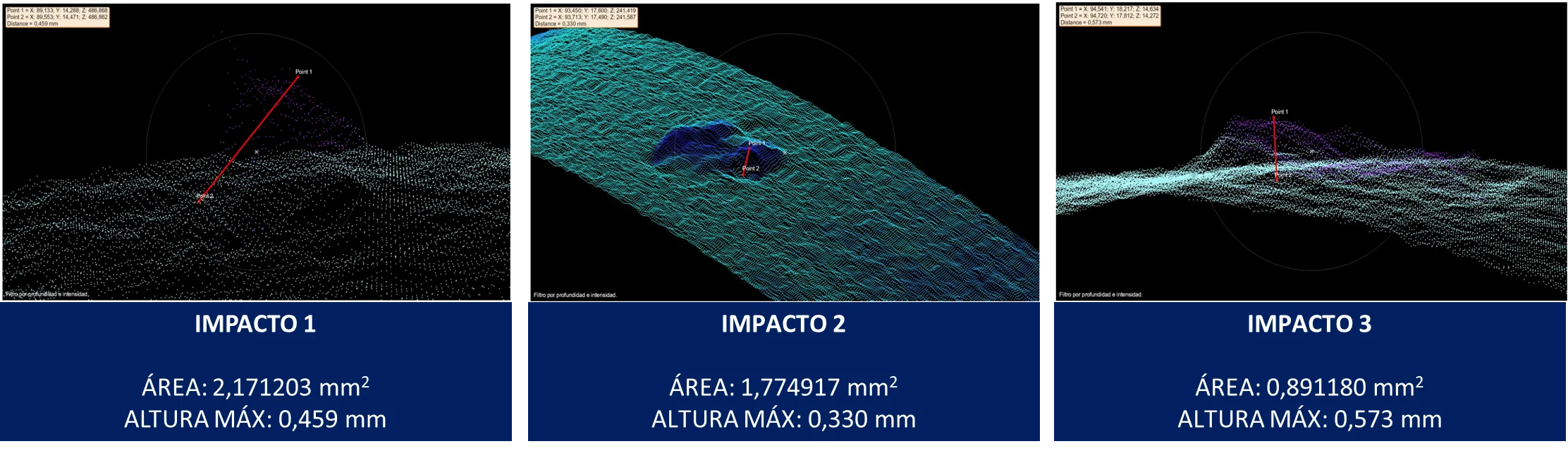
Se puede afirmar que el recubrimiento C1 ha demostrado ser altamente eficaz, ya que los resultados obtenidos muestran un número muy reducido de impactos de insectos y dimensiones muy pequeñas en los residuos detectados. Esto confirma su buen comportamiento en condiciones reales y su idoneidad para aplicaciones donde la resistencia al ensuciamiento es crítica.